Ateliers








Des canapés et fauteuils fabriqués en France.
Fabriquer 2 500 pièces par an, cela peut paraître industriel.
Pourtant, tout est réalisé à la main, de façon artisanale, avec les mêmes gestes et tours de mains transmis depuis des générations.
Il n’existe aucune machine pour fabriquer un canapé ou un fauteuil. Ciseaux, marteau ou pinces, les outils sont les mêmes que chez le tapissier d’antan.
Chaque pièce est unique et réalisée à la commande.
Dimensions, confort ou finitions, la fabrication est ainsi personnalisable pour s’adapter aux besoins et à la morphologie de l’utilisateur.
Nous pourrions évidemment vous narrer avec emphase que l’excellence de nos savoir-faire ancestraux ou bien que l’expertise de nos artisans selliers.…
 Crédits photo Nadia Mauléon
Crédits photo Nadia Mauléon Crédits photo Nadia Mauléon
Crédits photo Nadia MauléonNous préférons plutôt vous faire partager le fourmillement et la vie d’un atelier. Et vous livrer quelques secrets de fabrication…
Après un choix cornélien entre 5 qualités et plus de 120 coloris de cuir et quelques 200 références de tissu, le canapé est lancé en fabrication.
Comptez une bonne vingtaine d’heures pour un canapé 3 places Rivoli, modèle phare de la gamme Intemporelle. Plus encore, si la confection est réalisée sur-mesure.
L’atelier Coupe
Dans l’atelier, les coupeuses aiguisent leurs ciseaux.
Elles étalent sur une grande table les 4 peaux de 5 m² environ chacune, nécessaires à la confection du canapé.
Commence alors une inspection minutieuse à la recherche de cicatrices ou autres piqûres d’insectes. La peau est étirée, scrutée…
L’étape est cruciale et l’œil profane proscrit.
 Crédits photo Nadia Mauléon
Crédits photo Nadia Mauléon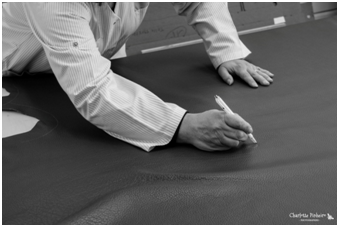
Un défaut non décelé ne serait alors visible qu’après la tapisserie et rien n’est plus douloureux pour un artisan que de dégrafer ou dépiquer un produit achevé.
Cinq heures seront essentielles pour positionner les 77 morceaux nécessaires.
Priorité aux plus beaux plateaux comme les assises et les dos et ceci en respectant le sens et l’homogénéité du grain.
Cinq heures seront essentielles pour positionner les 77 morceaux nécessaires.
Priorité aux plus beaux plateaux comme les assises et les dos et ceci en respectant le sens et l’homogénéité du grain.
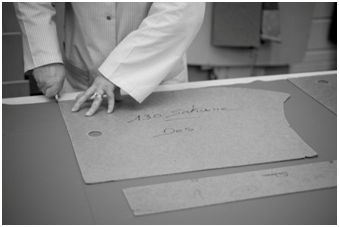
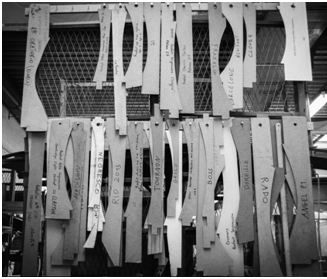
Les panneaux sont découpés au cutter à l’aide de patrons en carton. Chaque taille de chaque modèle dispose de ses propres gabarits qui viennent désormais tapisser les murs de l’atelier après des décennies d’activité.
Seule 60% de la surface de la peau sera conservée.
Imaginez une carte de France où vous devriez disposer des grands carrés ou rectangles en évitant certaines villes ou départements. Ajoutez à ceci que chaque peau de cuir est différente de part son aspect et ses dimensions.
 Crédits photo Nadia Mauléon
Crédits photo Nadia Mauléon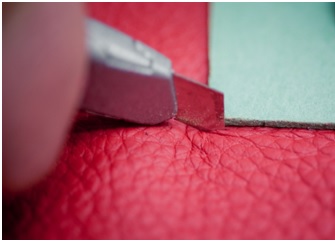
Vous comprenez désormais pourquoi seuls quelques fabricants en France continuent de travailler les cuirs pleine fleur haut de gamme.
Nos cuirs, en majorité pleine fleur et d’une épaisseur minimum de 1,4 mm sont tannés par des tanneries françaises et italiennes.
Seule la fleur du cuir est utilisée dans nos collections. C'est la garantie d'une confection haut de gamme et durable.
Les peaux de mouton ou basane sont préparées par un mégissier de Mazamet (81).
L’atelier Couture
Les 77 morceaux découpés du canapé Rivoli sont identifiés et soigneusement rangés par sous-ensembles (coussins, entourage…). Ils vont désormais être assemblés pendant environ 6 heures dans l’atelier couture.
Première étape, le parage.
A l’aide d’une petite machine appelée pareuse, nos couturières vont désépaissir le pourtour de certains ou de tous les morceaux pour affiner les parties qui seront cousues.
 Crédits photo Nadia Mauléon
Crédits photo Nadia Mauléon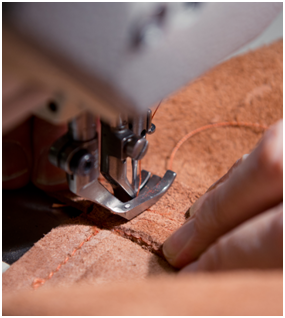 Crédits photo Nadia Mauléon
Crédits photo Nadia MauléonImaginez un coin de coussin où 3 gabarits se réunissent formant ainsi avec un cuir pleine fleur d’une épaisseur de 2,2 mm, un agrégat de 6,6 mm.
Nos machines à coudre à triple entrainements pourraient l’accepter mais la couture obtenue serait inesthétique. Une protubérance disgracieuse apparaîtrait.
Le secret de ce procédé est de parer seulement le strict nécessaire. Ni trop pour conserver la résistance du cuir, ni trop peu pour un résultat final irréprochable.
Et si quelques bosses subsistent, le maillet aplanira les proéminences réfractaires.
Deuxième étape, l’assemblage.
Les morceaux sont assemblés à l’envers avec les toiles, fermetures éclair ou autre bandes nécessaires à la tapisserie.
La piqure d’un cuir n’autorise aucune erreur. A la différence d’un tissu, le point malencontreux ne peut être dissimulé. C’est alors le plateau entier qu’il faut rebuter, re-sélectionner et recouper.
Aussi des mois, voire des années d’expérience sont nécessaires pour passer de la piqure d’un tissu à celle d’un cuir.
 Crédits photo Nadia Mauléon
Crédits photo Nadia Mauléon Crédits photo Nadia Mauléon
Crédits photo Nadia MauléonDes crans, positionnés méthodiquement lors de la mise au point, guideront la couturière sur les 194 mètres linéaires et 2 425 points de couture du canapé Rivoli.
Dernière étape, les finitions.
Hormis pour une finition passepoilée qui se prépare en amont, les finitions sont apposées après assemblage.
Le fil est sélectionné (ton sur ton ou contrasté en sur-mesure) et la largeur des points réglée.
Surpiqures une aiguille ou deux aiguilles, jonc ou couture bord à bord, ces ornements obligent souvent à utiliser des machines spécifiques.
Les réglages sont si ténus que la couturière peut ainsi mettre « sa patte ».
Aussi, les différentes étapes de la couture d’un canapé, du parage à la finition sont systématiquement confiées au même artisan qui va ainsi s’approprier le rendu final.
L’Atelier Vernis
Bois et cuirs sont préparés sur-mesure par le vernisseur.
Toujours en chêne ou en hêtre massif, les boiseries apparentes ou garnitures sont d’abord accordées en respectant le fil du bois.
Elles sont ensuite poncées, teintées, vernies puis égrenées et vernies de nouveau jusqu’à un rendu parfait.
 Crédits photo Nadia Mauléon
Crédits photo Nadia Mauléon Crédits photo Nadia Mauléon
Crédits photo Nadia MauléonAutre matière noble façonnée dans cet atelier, la basane ou cuir de mouton est un cuir pleine fleur naturel.
C’est la peausserie traditionnelle du fauteuil Club.
Difficilement malléable mais lisse, elle permet une finition cirée patinée.
Ces peaux au tannage végétal sont approvisionnées brutes c'est-à-dire encore blanches.
Elles sont d’abord teintées au pistolet avec des gestes réguliers et précis.
Coupe, couture, tapisserie, le fauteuil est entièrement fabriqué puis revient dans l’atelier vernis pour diverses opérations dont nous garderons jalousement le secret.
Enfin, la basane est cirée au pinceau et au chiffon à l’aide d’une cire colorée et parfumée.
Le fauteuil est prêt. Profond et brillant, le cuir de mouton pourra être lustré pendant des décennies.
 Crédits photo Marc Chaumeil
Crédits photo Marc ChaumeilL’Atelier Menuiserie
 Crédits photo Marc Chaumeil
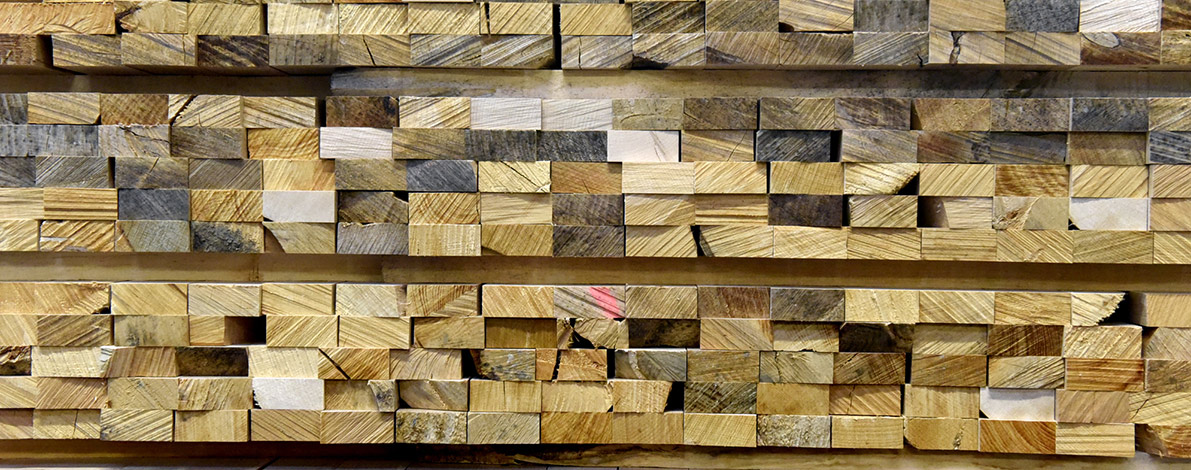
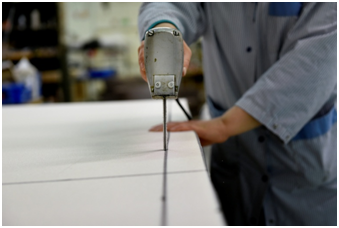
Crédits photo Marc ChaumeilAlors que les coupeuses donnent leurs premiers coups de cutter, nos quatre menuisiers affutent leurs scies.
Les machines sont traditionnelles et artisanales. Une scie panneaux, une scie ruban et une toupie et toute la collection Neology prend forme.
Le bois, toujours du hêtre massif dense et résistant, vient du Puy-de-Dôme voisin et garantit une utilisation quotidienne pendant plus de 10 ans.
Alors qu’à la coupe, les gabarits sont décrochés des patères, le menuisier énumère les morceaux listés par sa fiche de débit.
26 pièces de 4 matériaux différents constitueront la structure finale.
Certains morceaux sont mis de côtés et nécessitent une découpe supplémentaire. Comme à la coupe cuir, des gabarits, ici en bois, sont réalisés pour chaque modèle.
 Crédits photo Charlotte Pinheiro
Crédits photo Charlotte Pinheiro Crédits photo Nadia Mauléon
Crédits photo Nadia MauléonAprès le traçage, place au chantourneur qui par mouvements réguliers et souples assure une coupe manuelle parfaite de tous ces éléments en forme.
Au montage, l’artisan débute un puzzle 3D à l’échelle un et commence par la partie centrale du canapé : le châssis.
Le cadre est toujours assemblé en hêtre, agrafé et vissé. Le berceau en massif, pièce centrale de soutènement, vient assurer la rigidité.
A moins que la forme du siège ne l’interdise, nos châssis sont toujours équipés de ressorts acier sinusoïdaux à arc.
Comptez 21 ressorts pour le canapé Rivoli. Ceux-ci-sont toujours liés entre eux par des attaches en acier afin de garantir une assise homogène et monobloc.
Un feutre épais vient isoler la suspension des coussins d’assise.
Les sangles, très peu utilisées dans nos fabrications n’offrent pas la même garantie d’utilisation.
La structure du siège, accoudoirs et dossier, est ensuite assemblée autour du châssis.
Après 2 heures dans l’atelier menuiserie, la structure du canapé Rivoli entre dans la cabine de garnissage.
 Crédits photo Marc Chaumeil
Crédits photo Marc Chaumeil
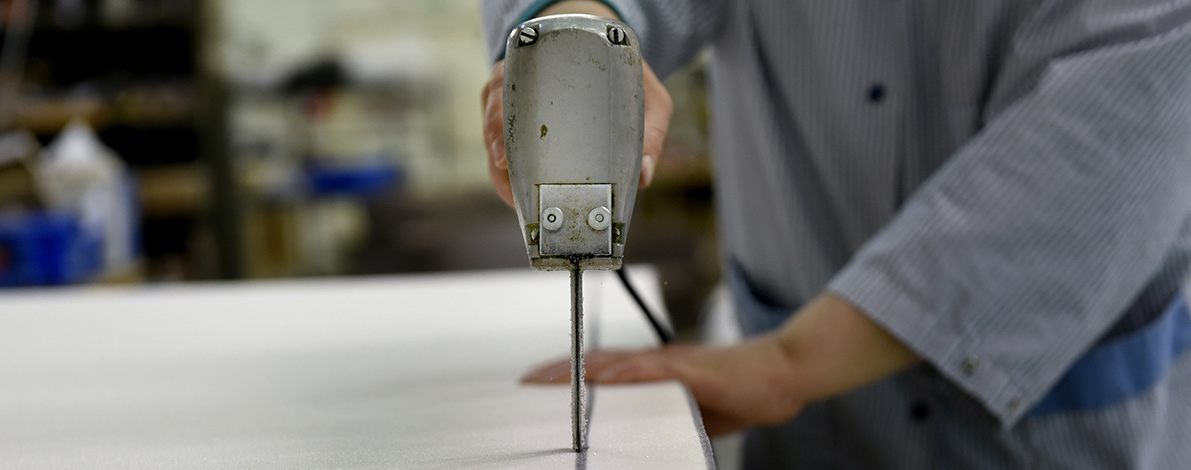
Avec une colle sans solvant, les parements en mousse sont alors contrecollés afin qu’en aucun endroit du canapé, il n’existe de partie dure sous le revêtement.
Pour toutes les zones soumises à pression comme les assises, les dossiers ou les accoudoirs, la mousse polyuréthane Haute Résilience est obligatoire.
Caractéristique d'une fabrication française de canapés haut gamme, elle seule vous garantira une tenue et un confort dans la durée.
A chaque partie sa densité optimale. Préférez un 35kg par m3 pour les assises et une densité moindre, de 26 à 30kg / m3, pour les dossiers. Nos mousses de nos canapés sont fabrication française, dans un atelier du Tarn.
Laine et plumes viennent parfois compléter ou garnir le coussinage pour un confort plus moelleux. Les couettes en laines de nos canapés sont fabriquées en France, en Haute-Vienne.
Les duvets de plumes, sélectionnés et pesés sont assemblés sur-mesure dans les Vosges.
 Crédits photo Marc Chaumeil
Crédits photo Marc ChaumeilL’Atelier Tapisserie
 Crédits photo Marc Chaumeil
Crédits photo Marc ChaumeilLa structure et l’enveloppe sont prêtes. Le canapé Rivoli est presque dans votre salon.
Mais avant, il reste l’étape finale, celle qui constitue l’essence de la profession, celle qui révèle la concordance entre les différents ateliers successifs : la Tapisserie.
L’outillage est sommaire : un ciseau, une agrafeuse, des pinces, un marteau….
Ce sont les mains qui sont essentielles.
Les techniques anciennes ont laissé la place au garnissage moderne mais les gestes demeurent.
La housse est mise en place, étirée, agrafée. Les coutures sont positionnées, ajustées, alignées…
Le garnissage est physique. Certains modèles, les plus exigeants, sont réservés aux artisans les plus robustes et sont alternés avec d’autres fabrications.
 Crédits photo Nadia Mauléon
Crédits photo Nadia Mauléon Crédits photo Marc Chaumeil
Crédits photo Marc ChaumeilDeux heures et quelques centaines d’agrafes seront nécessaires pour cet habillage méticuleux.
Les différents sous-ensembles du canapé, accoudoirs, dossier et assise, sont souvent tapissés séparément avant d’être assemblés.
Le tapissier termine par la pose des mécanismes, convertibles, têtières… puis de la toile de fond et des piètements.
Le canapé made in France est achevé. Reste à passer l’examen de sortie.
Invariablement, la même personne contrôle unitairement toutes les fabrications.
Aspect, conformité, finitions, le bon pour accord est apposé.
Le déménageur approche… Encore quelques jours de patience…
 Crédits photo Marc Chaumeil
Crédits photo Marc Chaumeil